
2.1 PFAS Detection: Comprehensive Testing Shows Non-Detect Results
Independent Peer-Reviewed Validation
IMB has been evaluated for PFAS leaching in peer-reviewed scientific research published in Environmental Advances1. The study evaluated IMB-treated HDPE containers under accelerated leaching conditions designed to maximize PFAS detection if present, and to be much closer to how the product will be used.
Testing Protocol:
- Method: Methanol extraction (more aggressive than water-based tests)
- Duration: 1-12 weeks exposure
- Analytes: 19 PFAS compounds including PFOA, PFOS, GenX, and shorter-chain perfluorocarboxylic acids (PFCAs)
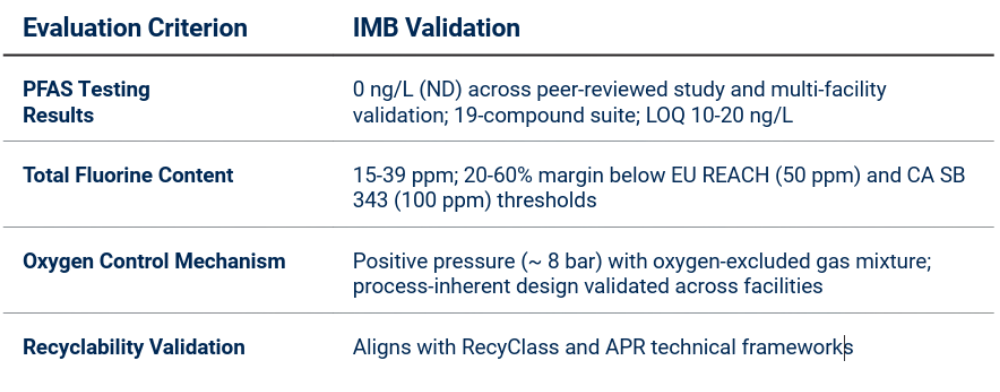
- Detection Limits: LOQ (limit of quantification) = 10 ng/L for 18 compounds; LOQ = 20 ng/L for GenX
- Sample Source: Production containers from commercial manufacturing facilities
IMB Results:
“None of the target PFAS … were detected at or above their respective LOQs at any exposure time point” for IMB¹.
The analytical method used detection limits (10-20 ng/L) consistent with drinking water safety standards and well below regulatory thresholds. PFAS non-detect at these levels indicates absence of measurable PFAS formation, not simply low concentrations.
2.2 Multi-Facility Validation: Reproducibility Across Production Sites
Independent research establishes IMB’s PFAS non-detect profile². The critical validation question is: Are these results reproducible across different facilities, resin sources, and production conditions?
Greif conducted comprehensive PFAS and total fluorine testing across geographically and operationally distinct production facilities.
Facilities Tested:
- Murray, Kentucky (U.S.): Blow molding facility using North American resin supply chains
- St. Étienne, France (EU): Blow molding facility using European resin supply chains
Testing Protocol:
- PFAS Analysis: 19-compound suite consistent with peer-reviewed methodology
- Detection Limits: LOQ 10-20 ng/L
- Total Fluorine Analysis: Combustion ion chromatography
- Sample Source: Production containers from standard operations (not laboratory-optimized batches)
Results:
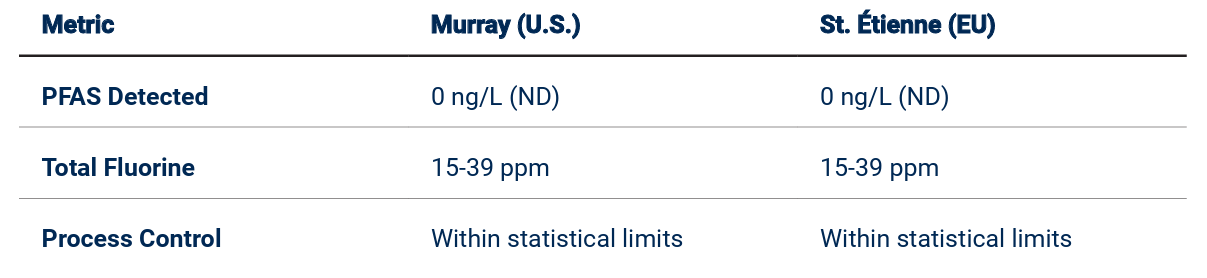
Consistency across different geographic regions, resin suppliers, and production equipment demonstrates that IMB’s PFAS non-detect profile reflects controlled process parameters reproducible in commercial manufacturing – not laboratory-specific conditions.
2.3 Total Fluorine Content: Margin Below Regulatory Screening Thresholds
IMB-treated HDPE consistently measures:
- Total fluorine: 15-39 ppm
This range provides substantial margin relative to regulatory screening thresholds:
- EU REACH PFAS Restriction Proposal: 50 ppm total fluorine screening threshold³
- California SB 343: <100 ppm total organic fluorine for recyclable packaging claims⁴

The combination of PFAS non-detect and low total fluorine provides independent, mutually reinforcing validation that IMB does not present the chemical risks that drive regulatory PFAS scrutiny.
2.4 Recyclability Framework Alignment
IMB has been evaluated against established design-for-recycling protocols.
- RecyClass (European recyclability certification framework)⁵
- APR Design for Recycling Guidelines (U.S. technical standards)⁶
Performance Against Key Criteria:
- Polymer Compatibility: IMB fluorination is a nanometer-scale surface treatment. The bulk polymer remains HDPE, ensuring compatibility with HDPE recycling streams.
- Contaminant Levels: Total fluorine of 15-39 ppm is below the threshold that would affect recycled resin quality. Combined with PFAS non-detect results, IMB does not introduce persistent contaminants into recycling streams.
- Physical Properties: IMB does not alter container density, sink/float behavior, or optical properties in ways that interfere with standard recycling processes.
- APR Status: IMB is not currently certified by APR, reflecting APR’s temporary suspension of evaluation for fluorinated HDPE pending broader policy discussions – not technical deficiencies. IMB’s technical data aligns with APR’s design-for-recycling criteria. As APR develops evaluation protocols that distinguish fluorination processes based on PFAS testing and total fluorine content, IMB’s validated profile positions it favorably⁶.
The evidence demonstrates that IMB provides a validated pathway for fluorination with PFCAs non-detect results, low total fluorine content, and demonstrated recyclability alignment. The regulatory challenge is developing frameworks that distinguish technologies based on empirical testing – not category labels.
IMB’s Performance Against Process-Specific Evaluation Criteria:
This validation profile demonstrates that process-specific evaluation based on testing data and mechanism validation can distinguish fluorination technologies suitable for applications requiring demonstrated safety and compliance.
Benefits of Process-Specific Evaluation:
- For Regulators: More accurate risk assessment based on empirical data; flexibility to distinguish validated technologies from those requiring heightened scrutiny.
- For Manufacturers: Clear pathways to demonstrate compliance through reproducible testing; reduced regulatory uncertainty.
- For Customers: Confidence that barrier selection is based on testing data; clear differentiation between technologies with demonstrated compliance and those under evaluation.
For regulatory bodies and technical committees:
Process-specific evaluation frameworks – distinguishing fluorination technologies based on validated PFAS testing, total fluorine content, and oxygen control mechanisms – enable accurate risk assessment and support innovation in barrier technologies with demonstrated safety profiles.
IMB provides a validated pathway for applications requiring fluorination performance with PFAS-compliant profiles and regulatory compliance. The data is reproducible. The mechanism is established. Regulatory frameworks should reflect this evidence through process-specific evaluation.